Moje Konto
0,00 zł
Spawanie TIGiem – jak ustawić spawarkę, jak dobrać odpowiednią elektrodę oraz gaz osłonowy?

Spawanie TIGiem jest z pewnością najbardziej uniwersalnym procesem. W tej metodzie jesteśmy w stanie poradzić sobie z najróżniejszymi materiałami, nawet tymi, które są ciężkie i toksyczne.
Spawanie TIG w osłonie gazu obojętnego jest również najlepsze w przypadku cienkich materiałów, dzięki niskiemu poborowi ciepła, które zapobiega wypalaniu. Jest więc ono najczęściej wykorzystywane w spawaniu aluminium.
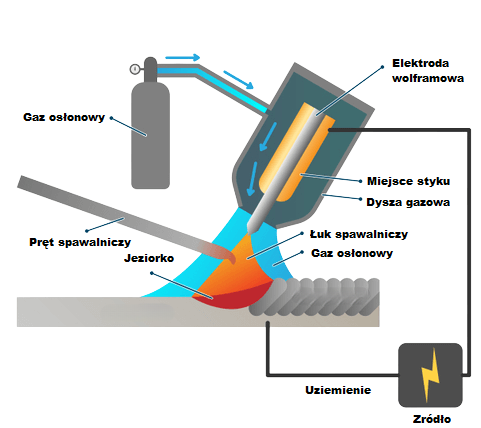
Jak działa spawanie TIGiem? W tej metodzie napięcie do elektrody wolframowej doprowadzane jest poprzez prądowy przewód wychodzący od źródła prądu. Elektroda wolframowa jest odporna na działanie wysokiej temperatury, dzięki czemu nie spala się w trakcie spawania.
Największymi zaletami tej metody spawania jest możliwość wykorzystania prądu przemiennego, najlepsza jakość połączeń, stabilny łuk spawalniczy między elektrodą a spawanym materiałem, możliwość spawania we wszystkich pozycjach oraz spawanie elementów o różnym zakresie grubości.
Do wad spawania metodą TIG należy niska prędkość spawania, mała wydajność, drogi uchwyt spawalniczy oraz stosunkowo wymagane wysokie doświadczenie operatora spawarki.
Spis treści
ToggleSpawanie TIG – jak to działa?
Zaczynając od podstaw spawanie TIG jest metodą spawania nietopliwą elektrodą wolframową w osłonie gazów obojętnych takich jak argon, hel lub ich mieszanki. Najczęściej jednak, gaz osłonowy, jaki używają spawacze w tej metodzie to argon.
Powstały łuk spawalniczy między elektrodą a materiałem topi nasz materiał podstawowy. W dodatku nie ma konieczności stosowania materiału dodatkowego, jeśli jednak zdecydujemy się na podawanie go (spoiwo ma postać prętów o długości 1m i odpowiedniej średnicy) musimy robić to ręcznie.

Energie niezbędną do jarzenia łuku dostarcza źródło spawalnicze prądu jednokierunkowego (stałego lub pulsującego) – tzw. TIG DC albo przemiennego tzw. - TIG AC.
Prądem stałym z biegunem ujemnym na elektrodzie spawamy niemal wszystkie metale z wyjątkiem AL, Mg, i ich stopów.
Jeśli chodzi o biegunowość dodatnią w spawaniu TIG, to w praktyce jest nie stosowana ze względu na wydzielanie się około 70% ciepła na elektrodzie co będzie powodowało jej stopienie.
Aluminium, magnez i ich stopy spawa się prądem przemiennym, tak aby usunąć z powierzchni metalu trudno topliwe tlenki.
Spawanie metodą TIG a spawanie MIG MAG – która metoda lepsza?
Metoda TIG uchodzi za najtrudniejszą metodę spawania ręcznego, dlatego też nie jest zalecana początkującym spawaczom. W przeciwieństwie do metody MIG MAG w osłonie gazów osłonowych, schemat spawania jest nieco inny.
Główną różnicą między spawaniem MIG i TIG jest elektroda używana do wytworzenia łuku oraz źródła prądu.
W metodzie MIG do spawania używa się drut spawalniczy stały, który jest podawany do spoiny automatycznie przez podajnik drutu, natomiast do spawania TIGiem stosuje się elektrodę niepodlegającą zużyciu – z tej elektrody wychodzi łuk spawalniczy.
W przypadku spawania metodą TIG czasem wykorzystuje się również ręczny pręt wypełniający.
Spawanie metodą TIG polega więc na wytwarzaniu łuku elektrycznego przy użyciu elektrody, która w przeciwieństwie do spawania MIG MAG, nie ulega zużyciu.
Elektroda wolframowa do spawania metodą TIG
Spawanie metodą TIG to inaczej spawanie elektrodą wolframową – czyli prętem umieszczonym w dyszy ceramicznej w uchwycie spawalniczym. Wokół elektrody znajduje się dysza gazu osłonowego.
Jest ona częścią uchwytu która będzie miała wpływ na jakość całego procesu, dlatego jej odpowiedni wybór jest bardzo istotny. Podział elektrod do spawania jest uzależniony od składu i rodzaju tlenków znajdujących się w elektrodzie. Możemy wyróżnić :
– elektrody spawalnicze wolframowe – wykonane z czystego wolframu
– elektrody spawalnicze torowane – z dodatkiem tlenków toru
– elektrody spawalnicze lantanowe – z dodatkiem lantanu
– elektrody spawalnicze cerowe – z dodatkiem ceru
– elektrody spawalnicze cyrkonowe – z dodatkiem cyrkonu
Aby ułatwić spawaczowi wybór odpowiedniej elektrody, są one oznaczone kolorami, poniżej przedstawimy najbardziej popularne elektrody z opisem ich zastosowania.
Zielone elektrody wolframowe
Jest to jedyna elektroda składająca się z czystego wolframu, przeznaczona do spawania aluminium, magnezu oraz ich stopów, wykorzystywane przy spawaniu prądem zmiennym AC.
Czerwone elektrody wolframowe
Elektroda torowana zawierająca 98% wolframu i 2% tlenku toru. Jest to najbardziej popularna elektroda w metodzie TIG ze względu na duża trwałość, dobre zajarzenie i stabilny łuk podczas spawania. Jest również bardzo uniwersalna, stosujemy ja do spawania prądem stałym DC (z ujemna polaryzacją) stali nierdzewnych, niklu, tytanu, miedzi oraz spawania prądem zmiennym AC cienkich elementów aluminiowych.
Żółte elektrody wolframowe
Elektroda lantanowa zawiera 98,5% wolframu i 1,5% tlenku lantanu. Uniwersalna elektroda posiadająca wysoką stabilność łuku, dobre właściwości zajarzania, polecana do spawania wysokim prądem. Sprawdza się przy spawaniu prądem stałym DC jaki zmiennym AC. Stosowana do spawania stali wysokostopowych, niestopowych, aluminium, tytanu, miedzi i stopów magnezu.
Niebieskie elektrody wolframowe
Elektroda lantanowa zawiera 98% wolframu i 2% tlenku lantanu. Uniwersalna elektroda przeznaczona do procesów spawania prądem zmiennym AC i stałym DC oraz spawania plazmą, polecana przy spawaniu zautomatyzowanym. Stosowana do stali niestopowych, wysokostopowych, aluminium, tytanu, miedzi i stopów magnezu.
Purpurowe elektrody wolframowe
Elektroda wolframowa (98,5% wolframu, 1,75% tlenku lantanu, 0,095% tlenku ceru). Polecana do spawania niskimi i średnimi wartościami prądu dzięki bardzo dobremu zajarzeniu łuku, stosowane do spawania stali, stali nierdzewnej, miedzi i mosiądzu.
Szare elektrody wolframowe
Elektrody cerowe zawierające 98% wolframu i 2% ceru. W zastosowaniu i właściwościach podobna do elektrody torowanej. Możliwość spawania prądem stałym DC i prądem zmiennym AC. Stosowana przy spawaniu orbitalnym rur, spawaniu cienkich blach. Są zamiennikiem elektrod zielonych. Przeznaczone do spawania stali wysokostopowych, niestopowych, aluminium, tytanu, niklu, miedzi, magnezu i jego stopów.
Białe elektrody wolframowe
Elektrody cyrkonowe zawierają 99,10% wolframu i od 0,15-0,40% cyrkonu. Idealnie nadają się do spawania prądem zmiennym AC, zachowują kulisty kształt końcówki, posiadają wysoką odporność na zanieczyszczenia, tworzą bardzo stabilny łuk. Stosowane do spawania stopów aluminium i magnezu.
Spawanie TIGiem – dobór średnicy elektrody
Oprócz samego rodzaju elektrody należy również pamiętać o odpowiednim doborze jej średnicy:
– 1,0 mm prąd DC (A) 5-80; AC (A) 10-80
– 1,6 mm prąd DC (A) 60-140; AC (A) 15-90
– 2,4 mm prąd DC (A) 130-220; AC (A) 20-140
– 3,2 mm prąd DC (A) 220-340; AC (A) 30-200
– 4,0 mm prąd DC (A) 330-350; AC (A) 40-350
Spawanie TIG – jak ustawić spawarkę?
Proces spawania TIG możemy prowadzić prądem stałym DC, podczas tego spawania stosuje się biegunowość ujemną na elektrodzie w celu uniknięcia nadmiernego nagrzewania się materiału i samego uchwytu.
Prąd zmienny AC będziemy wykorzystywać do spawania aluminium, magnezu oraz ich stopów, ten rodzaj spawania daje nam większa stabilność i kontrole nad procesem spawania.

Szeroko stosowana obecnie funkcja w TIG jest możliwość spawania z Pulsem. Regulujemy wówczas moc spawarki, częstotliwość oraz współczynnik wypełnienia, dzięki tej funkcji mamy możliwość spawania cienkich blach, bo nie przegrzewamy materiału podstawowego, mamy wpływ na kształt spoiny i skupienie łuku. Spawanie TIG nie zawsze wymaga użycia materiału dodatkowego.
Parametrem, który ustawiamy bezpośrednio na spawarce jest natężenie prądu. Dobieramy go do grubości materiału jak i elektrody i pozycji w której spawamy. Natężenie będzie decydować o głębokości wtopienia i szerokości spoiny. Należy pamiętać że wzrost natężenia prądu powoduje zwiększenie temperatury końca elektrody nietopliwej.
Jaki gaz do spawania TIG?
Najczęściej stosowany gaz osłonowy podczas spawania to argon lub mieszanka argon-hel. Gazy obojętne, a więc niereaktywne, zapobiegają reakcjom chemicznym z płynnym jeziorkiem spawalniczym i rozgrzanym materiałem
Zadaniem gazów osłonowych jest ochrona jeziorka spawalniczego i elektrody nietopliwej przed zanieczyszczeniami z atmosfery. Przepływ gazu będzie związany z natężeniem prądu oraz z rodzajem gazu, w najbardziej typowych warunkach przepływ ten będzie wynosił 8÷16 litrów/min.

Ostatnim ważnym elementem podczas spawania metoda TIG, jest dokładne oczyszczenie brzegów spawanego materiału z wszelkich zanieczyszczeń, jest to bardzo istotne, bo dzięki temu proces spawania bedzie przebiegał bez zakłóceń.
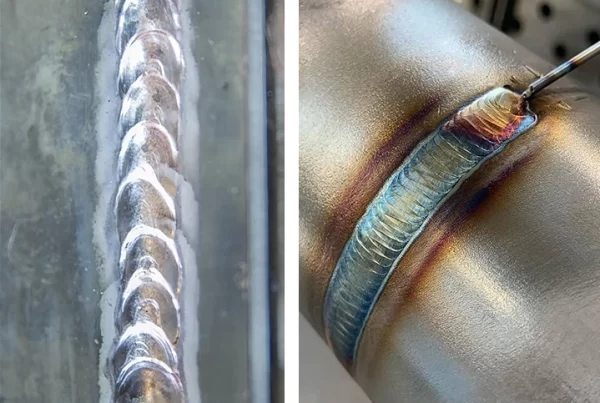
Spawanie TIGiem daje nam możliwość uzyskania bardzo czystej spoiny o wysokiej jakości, gdzie nie zawsze musimy stosować spoiwo. Brak rozprysków i możliwość bardzo dobrej kontroli procesu pozwala na prowadzenie spawania we wszystkich pozycjach zarówno w sposób ręczny jak i zmechanizowany. Nie bez przyczyny spawanie to nazywane jest „czystym spawaniem”.
Zobacz też inne ciekawe artykuły z naszego bloga:
– Spawanie aluminium – wszystko o spawaniu aluminium i jego stopów
Polecane dla Ciebie
-
 Spawarka TIG Paton StandardTIG-270 400V DC
2600,00 zł
Spawarka TIG Paton StandardTIG-270 400V DC
2600,00 zł -
Agregat prądotwórczy Fogo FH 6001 T
8020,00 zł
-
Uchwyt spawalniczy MIG/MAG Ideal MIG 15 3m EXPERT
189,00 zł




Newsletter
Zapisz się, by otrzymywać informacje o bieżących promocjach i rabatach!
PATON Europe Sp. z o. o.
ul. Kapitałowa 4
35-213 Rzeszów
NIP: 8133751525
REGON: 367842571
Potrzebujesz pomocy? Zadzwoń do nas:
Poniedziałek-Piątek: 08:00-16:00
Sobota-Niedziela: Nieczynne
Lub napisz na e-mail:
biuro@paton.pl
Obsługa klienta
Oferta
Strona stworzona i obsługiwana przez: Agencja Marketingowa DIGITIX
Copyright 2024 © PATON Europe Sp. z o. o.
- Obraz
- SKU
- Ocena
- Cena
- Stan magazynowy
- Dostępność
- Dodaj do koszyka
- Opis
- Treść
- Waga
- Wymiary
- Dodatkowe informacje
Strona stworzona i obsługiwana przez: Agencja Marketingowa DIGITIX
Copyright 2024 © PATON Europe Sp. z o. o.